某廠鍋爐在運行過程中,由于套管制作不合要求,導致給水管與鍋爐汽包在正常工作過程中,進水管座與汽包壁溫差值較大,給水管在周期變化的溫差應力作用下產生了疲勞破壞;或者由于汽包的水位上下波動較大,在水位波動的范圍內,形成交變溫差應力,導致熱疲勞裂紋的產生。
鍋爐汽包的材質是15MnVR,壁厚30mm,鍋爐汽包直徑為1000mm,給水管材質是20鋼,規格Φ89mm×7mm,套管材質也是20鋼,規格為Φ108mm×7mm和p89mm×7m。
15MnVR鋼具有良好的綜合力學性能和焊接性,淬硬傾向不大,但該鋼由于含釩,有回火脆化傾向,且有較大的時效敏感性。 由于現場維修的焊接環境溫度低于5℃,因此現場維修須考慮預熱和熱處理措施。由于鍋爐汽包壁較厚,采用雙面開坡口的焊條電弧)焊進行焊接修復,在鍋爐汽包內、外側采用多層多道焊。
(1)焊前準備
①在裂紋部位及其周圍約50mm范圍內分別進行X射線探傷和超聲波探傷,確定裂紋的長度
②在鍋爐汽包管座周圍部位劃出切割挖補界線約為Φ600mm,經確認后,用氧乙炔火焰進行切割。切割前先用履帶式加熱器對管座周圍400~600mm范圍預熱,預熱溫度為100~150℃。然后進行保溫,保溫范圍應超出預熱范圍200~300mm。
③切割坡口為雙面坡口,鍋爐汽包的內側和外側坡口如下圖所示:應保證切割處無尖角等,并及時清理毛刺。
④清除坡口及附近15~20mm范圍內的鐵銹、水分等,手動砂輪打磨直至露出金屬光澤。母材表面應光滑、平整,不能有銳角。
(2)焊接材料
①制備一塊與挖補位置形狀一樣的填補塊,材質為15MnVR,焊接坡口形狀如下圖。
②管接頭、套管材質均為20鋼,規格分別是Φ89mm×7mm(長度120mm)、Φ108mm×7mm和Φ89mmx7mm(長度60mm)。
③選用E5515(J557)、EA315(J427)低合金鋼焊條,焊條,烘干溫度為350-400℃,保溫1~2h。
④焊接操作者須持有按“鍋爐壓力容器壓力管道考試規定”考試合格的相應項目焊工證,且在有效期內。
(3)填補塊的焊接
焊接前用履帶式加熱器對挖補部位、填補塊進行預熱。在焊修部位200~300mm范圍預熱,預熱溫度為100~150℃。受環境溫度影響,預熱后應有保溫措施。
用E5515焊條先焊外側,后焊內側。為減少焊接殘余應力,可用平錘頭均勻錘擊各焊道,各層焊縫的接頭應錯開,層與層、層與道之間的層間溫度控制在150~250℃范圍內,各焊道起弧位置的重疊長度應不小于10mm。焊層和焊層、焊道和焊道、焊道和焊層之間應平緩過渡:蓋面層焊縫和母材應圓滑過渡。收弧時,必須保證填滿弧坑。
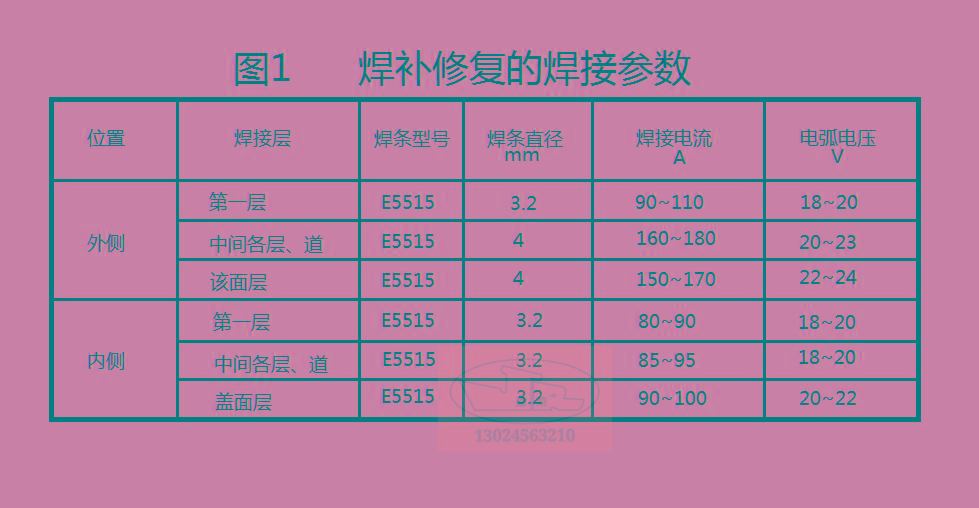
外側焊接完成后,應在內側用碳弧氣刨清根,刨槽做成約10°的坡口。焊接完畢須對焊縫采取保溫措施,保溫范圍為焊縫兩側約400mm。焊接工藝參數見圖1。
焊縫表面不得有裂紋、未熔合、咬邊等缺陷存在,焊縫不低于母材表面。焊縫表面外觀檢查合格后,做100%的X射線探傷。若有不合格部位,應按以上焊接工藝對不合格部位重新進行焊補,返修次數不能超過1次。
(4)管座的焊接
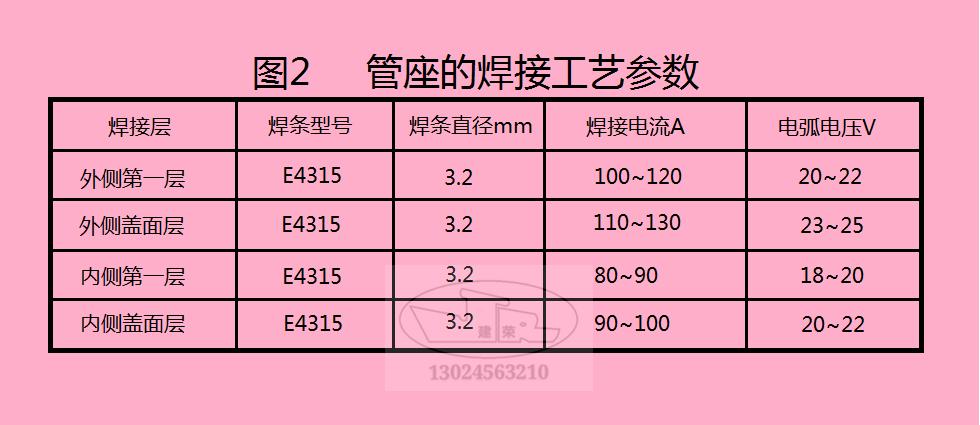
用直徑3.2mm的EA315焊條先將管接頭與變徑管焊接好,再按圖紙要求裝配變徑管,并進行焊接。管座的焊接工藝參數見圖2。
5)焊后熱處
對焊接修復后的工件進行消除應力熱處理。焊后熱處理溫度控制在590~630℃,保溫時間為90min;焊后熱處理的升溫速度最大為200℃/h,最小為55℃/h;降溫速度最大為260℃/h,最小為55℃/h。
最后按圖紙技術要求的壓力進行壓力試驗,試驗時返修部位應無漏水、滲水,焊補返修完成。

更多關于 鍋爐 的信息

1月12日,公司承建的四川天明電廠2×100萬千瓦新建工程2號鍋爐爐頂吊完成安裝調試,投入使用。 該爐頂吊為型號STC600A塔式起重機,主臂長40米,最大起吊負荷25噸,布置在爐頂......
1月11日,公司承建的山西長治漳澤發電廠2×1000MW“上大壓小”改擴建工程#1機組鍋爐點火成功。 為確保點火工作的順利進行,項目部提前部署,積極統籌各種資源,制定嚴密的組織措施和方案,嚴......

一、選型依據,本著“配置合理、滿足需要、安全節約、操作簡便”和滿足用戶要求的原則。 1.貴方提供的用熱負荷: ①、采暖面積:22000㎡ ; ②、洗浴人數400人/每天; ③、飲水600人/每人......

11月17日10時18分,公司承建的邯鄲市永年區生活垃圾焚燒發電項目#1鍋爐低溫烘爐點火一次成功。 此次烘爐主要部位包括余熱鍋爐二三煙道、余熱爐爐膛本體及灰斗、焚燒爐爐膛本體及灰斗等......

2020年11月20日13時30分,隨著4#鍋爐主給水蒸汽的升壓,過熱器及汽包安全閥的依次啟跳,熱電公司技術人員、監理、總包方、鍋爐廠家及白水縣鍋檢所人員等齊聚機爐集......
